ریخته گری فشرده
آنچه در این مطلب میخوانید:
ریخته گری فشرده
ریخته گری فشاری نوعی فرآیند تولید است که فلز جامد را به مایع و سپس دوباره به شکل جامد تبدیل می کند. برای انواع صنایعی که به اشکال پیچیده با یکپارچگی ساختاری بالا نیاز دارند بسیار مفید است.
ریخته گری فشاری مشتقی از ریخته گری تحت فشار است ، فرآیندی که به انقلاب صنعتی بازمی گردد، که به شما امکان می دهد حجم بالایی از ریخته گری را برای تولید انبوه ایجاد کنید.
از نظر مواد، ریخته گری فشرده می تواند شامل آلیاژها ، آلومینیوم ، منیزیم و غیره باشد.
ما جزئیات بیشتری در مورد فرآیند ریختهگری فشاری ، کاربردهای آن و مقایسه آن با سایر روشهای ریختهگری به شما ارائه میکنیم.
ریخته گری فشاری چیست
در مورد اینکه ریخته گری فشاری چیست، سردرگمی وجود دارد، زیرا می تواند شبیه سایر فرآیندهای شکل دهی فلز باشد.
ریخته گری فشرده نوعی فرآیند ریخته گری است که به شما امکان می دهد قطعات فلزی ایجاد کنید که متخلخل کمتری داشته باشند و از نظر مکانیکی سالم تر باشند.
به همین دلیل در دنیای تولید بسیار محبوب شده است.
ریخته گری فشرده به جلوگیری از به دام افتادن حباب های هوا هنگام ریختن فلزات در قالب کمک می کند.
این به سازندگان اجازه می دهد تا حجم بالایی از قطعات فلزی با کیفیت بالا ایجاد کنند که هیچ منافذی در سرتاسر قطعه یا روی سطح ندارند. می توان آن را با ماشین های ریخته گری در محیط های تولید انبوه انجام داد.
فرآیند ریخته گری فشرده
ریخته گری فشرده شامل اصلاح فرآیند ریخته گری معمولی است. برای درک فرآیند ریخته گری فشاری، ابتدا درک ریخته گری در سطح کلی مفید است.
در طول ریختهگری، یک تولیدکننده مایعی را که معمولاً آلیاژهای فلزی مذاب یا پلاستیک است، در قالب میریزد. قالب به سادگی حفره ای است که مایع را شکل می دهد و به آن اجازه می دهد تا به شکل خاصی خنک شود . همانطور که فلز مذاب جامد می شود، شکل حفره قالب را به خود می گیرد.
ریختهگری از قالبهای موقت یا طولانیتر برای ایجاد اشیاء در اندازهها و اشکال مختلف استفاده میکند. معمولاً به سازندگان اجازه می دهد تا جزئیات سطح را بازتولید کنند.
قالب ها می توانند موقتی یا طولانی تر باشند. آنها معمولاً برای ارائه جزئیات بیشتر سطح استفاده می شوند.
به عنوان یک تغییر در فرآیند ریخته گری تحت فشار، ریخته گری فشاری از آهنگری با فشار بالا و در عین حال غیر متلاطم برای ایجاد محصول نهایی استفاده می کند.
بسیاری از اقلام مصرفی محبوب و کمهزینه که امروزه مورد استفاده قرار میگیرند، مانند اقلام فلزی آلومینیوم و آلیاژ روی، با ریختهگری فشاری ایجاد میشوند.
به عنوان مثال، قطعات زیر را می توان به این روش ساخت:
- براکت ها
- قاب های شاسی
- چرخ ها
- اجزای تعلیق
- بند فرمان جلو آلومینیومی
فرآیند ریختهگری تحت فشار با نامهای مختلفی از جمله ریختهگری اکستروژن، ریختهگری هیدرولیک، مونتاژ قالب و آهنگری یا پرس مایع شناخته میشود. با این حال، اولی اصطلاحی است که در این پست از آن استفاده خواهیم کرد.
انواع ریخته گری فشاری
تولید کنندگان دو نوع گسترده ریخته گری با تخلخل کم را توسعه داده اند: ریخته گری با فشار مستقیم (همچنین به عنوان آهنگری فلزات مایع شناخته می شود) و ریخته گری غیرمستقیم فشاری که امکان ایجاد محصولات و قطعات منحصر به فرد را فراهم می کند.
هر نوع نسبت به نوع دیگر کاربردها و مزایای خاص خود را دارد.
بیایید نگاهی بیندازیم که این انواع ریختهگری چه تفاوتهایی دارند.
1-ریخته گری مستقیم با فشار
روش مستقیم ریخته گری تحت فشار به نام آهنگری فلز مایع نیز شناخته می شود .
در اینجا، مانند سایر فرآیندهای آهنگری، از دستگاه آهنگری که به عنوان دستگاه آهنگری هیدرولیک نیز شناخته می شود، استفاده می شود.
برای ریختهگری با فشار مستقیم، فرآیند شامل فلز مایع است.
فلز مایع در پرس آهنگری در ناحیه قالب پایینی ریخته می شود. در همین حال، بخش بالایی پرس آهنگری بسته می شود.
پس از این، فلز مذاب اجازه داده می شود تا کمی خنک شود. این زمانی است که فشار به طور مستقیم به مخلوط مایع اعمال می شود. مقدار فشار می تواند بسیار زیاد باشد و اغلب به 100 مگاپاسکال یا بیشتر می رسد.
با روش مستقیم، مذاب به صورت کاملا کنترل شده ریخته می شود. سرعت آهسته امکان یک فرآیند غیر متلاطم را فراهم می کند.
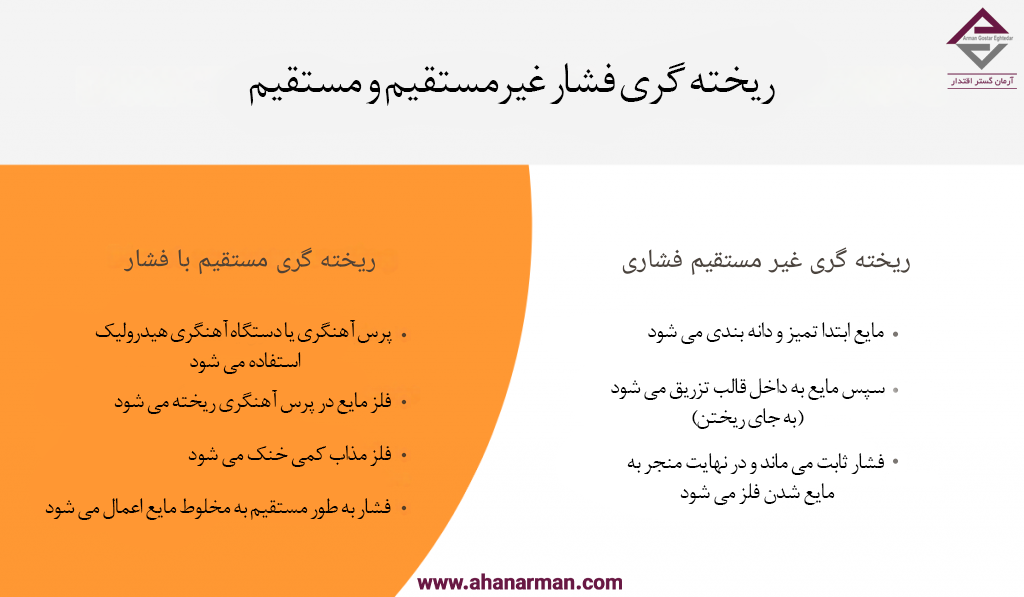
2-ریخته گری فشار غیر مستقیم
در حالی که در ریختهگری فشاری غیرمستقیم از تجهیزات مشابه برای ریختهگری فشار مستقیم استفاده میشود، فرآیند بسیار متفاوت است.
مایع ابتدا تمیز و دانه بندی می شود، سپس (به جای ریختن) در داخل قالب تزریق می شود. فشار ثابت می ماند و در نهایت منجر به مایع شدن فلز می شود.
در طول هر دو نوع ریختهگری، تولیدکنندگان ممکن است در برخی تنظیمات، عملیات ریختهگری فشرده را در محیطهای تحت کنترل خلاء انجام دهند.
استفاده از قطعات فلزی ایجاد شده از طریق ریخته گری تحت فشار مستقیم یا غیرمستقیم و همچنین خواص مواد خام مورد استفاده در طول تولید بر انتخاب فناوری ریخته گری تأثیر می گذارد.
با این وجود، هر دو روش ریختهگری فشاری در سالهای اخیر محبوبیت بیشتری پیدا کردهاند، زیرا این تکنیکها راهی برای به حداقل رساندن تخلخل ریختهگریها فراهم میکنند.
فشار دادن مواد ریخته گری
در طول ریخته گری فشاری، تفاوت های رویه ای در مقایسه با سایر انواع دایکاست وجود دارد .
این فرآیند به شما امکان می دهد از مواد مختلفی از جمله آلیاژهای فلزی سبک وزن مانند روی، آلومینیوم و منیزیم استفاده کنید. با این حال، زمان های خنک کننده طولانی تری نیز وجود دارد.
بنابراین، روان کننده های خاصی نیز برای رسیدن به نتیجه نهایی مورد نیاز است.
این نیاز میتواند سرمایهگذاری مورد نیاز برای تولید این قطعات را افزایش دهد و برونسپاری این فرآیند را به متخصصانی مانند بانتی سودمند میسازد.
اگر از ریخته گری آلومینیوم استفاده می شود، باید بدون سوزن آلومینیوم آهن باشد. اینها می توانند خواص مکانیکی لازم برای محصولات با کیفیت بالا را مختل کنند.
علاوه بر مواد اولیه، ابزارهای خاصی برای ریخته گری مناسب مورد نیاز است:
- ماشین ریخته گری فشاری . این ابزار اولیه مورد نیاز برای ریخته گری فشاری است. فلز درون قالب ریخته می شود (یا تزریق می شود). با رنگ پر می شود و سپس فشار زیاد آن را جامد می کند. دو گزینه شکل برای ماشین ها وجود دارد: افقی یا عمودی. ماشین های ریخته گری معمولاً بین 50 تا 350 تن متریک وزن دارند.
- سیستم گرمایش قالب روغنی . قالب باید قبل از ورود به دستگاه ریخته گری گرم شود. سیستم گرمایش قالب روغنی این عملکرد را انجام می دهد و قالب را با فلز مایع ترکیب می کند.
- سیستم خلاء . فشار بالا جزء کلیدی ریخته گری فشاری است. سیستم خلاء این فشار را برای جامد شدن قالب ایجاد می کند و بعداً مخلوط را ذوب می کند تا به شکل قالب برسد.
- سیستم نظارت بر فرآیند تضمین کیفیت در این فرآیند از اهمیت بالایی برخوردار است. سیستم نظارت بر فرآیند اطمینان حاصل می کند که همه چیز طبق برنامه کار می کند و در صورت بروز مشکل در طول فرآیند به سازندگان هشدار می دهد.
اکنون که می دانیم چه ابزارهایی برای ریخته گری فشاری مورد نیاز است، اجازه دهید نگاهی به کاربردهای متعدد آن بیندازیم.
برنامه های ریخته گری فشرده
بر خلاف برخی از فرآیندهای دیگر، ریخته گری فشرده بسیار متنوع است. کاربردهای متعددی برای ریختهگری فشاری وجود دارد و در بخشهای مختلف اقتصادی کاربرد دارند.
یکی از صنایع اولیه که تقاضای قطعات زیادی از روشهای تولید ریختهگری فشرده دارد، بخش خودرو است ، بنابراین این چیزی است که ما در اینجا روی آن تمرکز خواهیم کرد.
قاب های شاسی یکی از اجزایی هستند که نیاز به ریخته گری فشاری دارند و همچنین اجزای دیگری هستند که از مواد سبک تر بهره می برند.
صنعت قایق و خطوط هوایی همچنین در تولید پره های توربین کوچک و پروانه های قایق به ریخته گری فشرده نیاز دارند .
قطعات موتورسیکلت نیز به حداقل تخلخل گاز در داخل قالب ها نیاز دارند.
پر کردن فشاری می تواند سرعت داخل دروازه را به حداقل برساند و ریخته گری تشدید را با ریخته گری غیرمستقیم فشاری به حداکثر برساند.
آزمایشها نشان دادهاند که گچهای فشاری آزمایشهای تاول را برای بیش از 2 ساعت در دمای 490 درجه سانتیگراد پشت سر میگذارند.
در صنعت خودرو، قلابها، گرهها و براکتهای فرمان آلومینیومی از کاربردهای اضافی ریختهگری فشاری هستند.
برای خودروسازان، توانایی ریختهگری آلیاژ به جای ریختهگری دائمی، امکان تولید سریعتر و هزینههای کمتر را در صنعتی با رقابت سخت فراهم میکند.
کنترل پارامتر در ریخته گری فشاری و همچنین ترشوندگی آرماتورها آسان تر و ساده تر است.
این برنامه برای غلبه بر مشکلات این ترشوندگی و استفاده از MMCS با کسر حجم بالا دارد.
مزایای ریخته گری فشاری
مزیت های متعدد ریخته گری فشرده نسبت به روش های دیگر وجود دارد.
به طور معمول، در سایر انواع ریختهگری، تولیدکنندگان با مسائل مربوط به حبابهای هوا سروکار دارند که میتواند باعث مشکلات کیفی در ریختهگری شود.
با این حال، ریخته گری فشرده در این جنبه منحصر به فرد است.
ریخته گری فشاری حباب های هوای کمتری را ایجاد می کند . این همچنین به این معنی است که قطعات فلزی ساخته شده با ریخته گری فشاری گاهی اوقات به دلیل افزایش کیفیت به قیمت های بالاتری در بازار می رسند.
چنین قطعاتی نیز در برابر انقباض مقاومت بیشتری دارند .
انقباض می تواند یک مشکل بزرگ برای تولید کنندگان باشد. این بدان معنی است که آنها باید ریخته گری را رد کنند و در نتیجه هزینه های بیشتری را به همراه دارند.
بنابراین یک مزیت مستقیم مستقیم، صرفه جویی در هزینه از نظر محصولات رد شده کمتر و محصولات جانبی ضایعات کمتر است.
تولیدکنندگان می توانند از الیاف کامپوزیت بدون از دست دادن جزئیات یا کیفیت استفاده کنند. این به این دلیل است که ریخته گری فشاری به آنها امکان استفاده از مواد غیر آهنی و آلیاژهای آهنی را می دهد.
در نهایت، ریخته گری فشرده گاز منتشر نمی کند و سرعت خنک کننده اجازه می دهد تا کنترل بیشتری بر ساختار نهایی داشته باشیم.
فشرده سازی در مقابل ریخته گری مداوم
تصورات نادرست زیادی پیرامون فشرده سازی در مقابل ریخته گری مداوم وجود دارد. ریخته گری مداوم کاملاً خاص است.
قالب های ریخته گری پیوسته با ریختن فلز مذاب در قالب افقی یا عمودی ساخته می شود. این قالب ها این قابلیت را دارند که فلز را به سرعت سرد کنند تا زمانی که جامد شود.
این برخلاف ریخته گری تحت فشار است که زمان بیشتری برای جامد شدن فلز می برد.
با این حال، برخی از نکات مثبت برای موادی که به سرعت سرد می شوند وجود دارد.
این یک ساختار دانه ای یکنواخت ایجاد می کند که بهتر از ریخته گری شن و ماسه است زیرا خوب است و دارای خواص فیزیکی بهتری است.
علاوه بر این، می توان آن را برای چیزهای مختلف اعمال کرد زیرا می توان آن را به اندازه های متناسب برش داد.
اشکال زیادی وجود دارد مانند:
- مستطیل شکل
- شش ضلعی
- اما مربع
- جامدات
- لوله ها
در نتیجه، آنها می توانند پروفیل های مختلف قطعات را در خود جای دهند.
فرآیند ریختهگری پیوسته شامل تغذیه مستقیم به یک کوره القایی است. به عنوان مثال، این اغلب در صنعت ریخته گری استفاده می شود.
همچنین، ریختهگریهای پیوسته میتوانند به انبار ماشینکاری کمتری نیاز داشته باشند و مستقیم و واقعی باقی بمانند.
مانند همه ریختهگریها، شباهتهایی بین ریختهگری فشرده و ریختهگری با قالب وجود دارد. با این حال، چند تفاوت مهم وجود دارد.
دایکاست از کوره، مواد اولیه و ماشین ریخته گری استفاده می کند. در طول تولید، فلزات در یک کوره محفظه گرم یا سرد ذوب می شوند. با این حال، در بیشتر قالب های ریخته گری، فلز به سرعت سرد می شود.
تفاوت اصلی بین ریخته گری تحت فشار و ریخته گری فشاری سرعت در دروازه است.
ریخته گری فشرده کندتر است و از تلاطم در هنگام پر کردن جلوگیری می کند.
این بدان معنی است که ریخته گری فشاری می تواند بیشتر طول بکشد اما محصولی با کیفیت بالاتر تولید کند.
با ریختهگری فشرده، میتوانید جزئیات ریزتری نیز ایجاد کنید زیرا مایع قبل از جامد شدن سریعتر سرد میشود.
در حالی که ریخته گری فشرده ممکن است برای ایجاد قطعاتی مانند شاسی استفاده شود، ریخته گری برای قطعاتی مانند بلوک موتور، سرسیلندر و پیستون استفاده می شود.
ریخته گری در محیط های صنعتی مانند ساخت محفظه ها، بوشینگ ها، پمپ ها و پروانه ها نیز مورد استفاده قرار می گیرد.
همچنین دایکستینگ نیمه دائمی است و می توان از آن برای قطعات مختلف یکسان با یک ریخته گری استفاده کرد که به آن امکان می دهد در تنظیمات خاص مقرون به صرفه باشد.
کلام آخر
وقتی نوبت به فرآیندی می شود که برای ساخت خود استفاده می کنید، گزینه های مختلفی برای انتخاب وجود دارد. با این حال، هر کدام مزایا و معایب منحصر به فرد خود را خواهند داشت. البته این مورد برای ریخته گری فشاری نیز صادق است.
ریخته گری فشاری یک انتخاب عالی برای تولید قطعات برای صنایع خاص است، به دلیل خنک شدن کندتر و آلیاژهایی که می تواند استفاده کند. این شامل خطوط هوایی، شرکت های خودروسازی و شرکت های تولید قایق می شود.
مطالب ارائه شده در مقاله روندهای بازار و چشم انداز آینده صنعت فولاد فقط برای اهداف اطلاعات عمومی است.شرکت آرمان گستر اقتدار ضمانت یک خرید مطمئن را به شما می دهد و مرجع تخصصی خرید و فروش آهن آلات و کلیه مقاطع فولادی است که شما در جهت ثبت درخواست میتوانید با واحد مشاوره و فروش شرکت آرمان گستر اقتدار (آهن آرمان) در ارتباط باشید.
در حالی که مطمئن شدیم اطلاعات دقیق و قابل اعتمادی ارائه می دهیم، اما خوانندگان باید با یک متخصص واجد شرایط یا وکیل برای هر گونه نگرانی و سؤال خاص مشورت کنند.برای کسب اطلاعات بیشتر در مورد انواع آهن آلات و فولاد و موضوعات مرتبط دیگر مقالات ما را مطالعه فرمایید.
شما میتوانید برای مشاوره خرید آهن آلات و مقاطع فولادی ، برای پروژه های خود و دریافت قیمت روز با شماره 02158336،شرکت آرمان گستر اقتدار( آهن آرمان) تماس بگیرید تا کارشناسان ما، پاسخگوی سوالات شما باشند.
